

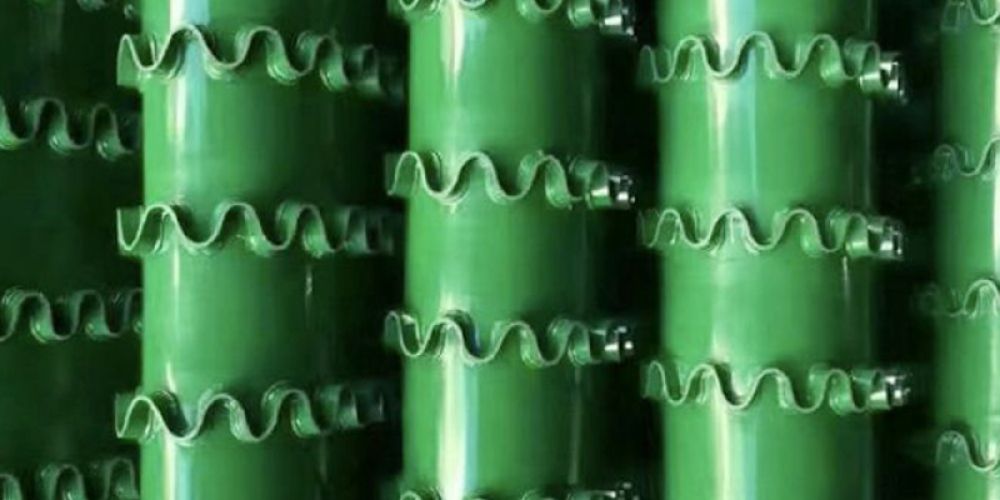
The high-frequency welding of "T"-shaped and "S"-shaped baffles on PVC light conveyor belts demonstrates the following significant advantages:
Rapid Welding Speed:
High-frequency welding utilizes heat generated by high-frequency current to rapidly raise PVC material to its molten state, enabling swift welding. Compared to traditional welding methods, this process significantly enhances production efficiency and shortens manufacturing cycles.
Increased Production Capacity:
The rapid welding speed of high-frequency welding allows for a substantial boost in production capacity for conveyor belt lines, meeting the demands of large-scale manufacturing.
High Weld Seam Strength:
The welds formed through high-frequency welding exhibit exceptional strength, capable of withstanding heavy loads. This ensures reliable performance and durability during the conveyor belt’s operation.
Aesthetically Pleasing Welds:
High-frequency welding produces smooth, even weld seams free from defects such as cracks or slag inclusions, enhancing the conveyor belt’s visual appeal.
Excellent Sealing Performance:
The welds demonstrate superior sealing properties, effectively preventing external contaminants (e.g., dust, moisture) from penetrating the conveyor belt interior, thereby extending its service life.
Localized Heating:
Based on the principle of electromagnetic induction, high-frequency welding focuses heat generation on specific weld areas, rapidly melting targeted zones for bonding. This localized heating minimizes the heat-affected zone and reduces deformation risks.
Minimized Material Distortion:
Precise temperature control during the welding process ensures minimal deformation of baffles and conveyor belts, maintaining dimensional accuracy and shape stability in the final product.
Broad Applicability:
High-frequency welding is suitable for joining PVC materials of varying thicknesses and complex shapes, including challenging configurations like "T"-shaped and "S"-shaped baffles.
Adjustable Parameters:
Welding parameters (e.g., power, frequency) can be flexibly optimized to accommodate different material properties and specific welding requirements.
.jpg)
Skirted baffle conveyor belts are a special type o…
.jpg)
Polyurethane (PU) conveyor belts possess numerous …
The safety of conveyor belt materials in the food …

Lightweight conveyor belts are a type of conveyor …
